






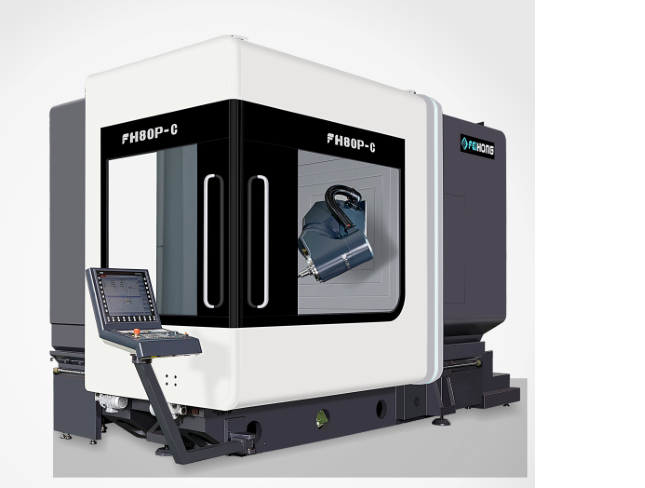
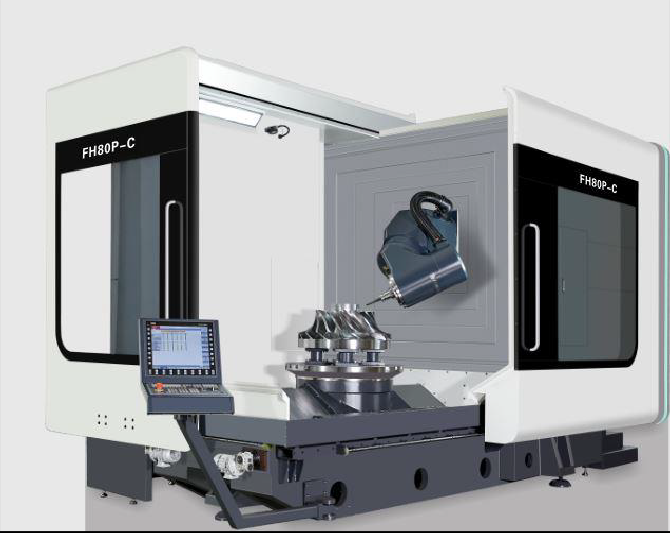
5 оски истовремено глодање вртење 80P-C

Опсег на снабдување
Табела со функции за стандардна дополнителна опрема (ве молиме погледнете ја функцијата на контролорот за електричниот контролен дел)
| бр | Ставка | Единица | Количина |
| 1. | FH одлеаноци за мејнфрејм | кула | 1 |
| 2. | Сименс840DSL контролен систем | сет | 1 |
| 3. | Екран: 19 LCD | сет | 1 |
| 4. | Повеќефункционална глава за нишање со пет оски FH (оска Б) | сет | 1 |
| 5. | DGZX-24012/34B2-KFHWVJS | Само | 1 |
| 6. | X/Y/Z шрафови со топче со шупливо ладење на оската | парче | 3 |
| 7. | Ротациона маса за мелница/вртење директно погон (оска C) | сет | 1 |
| 8. | Б оска RCN8380 29 битен апсолутен енкодер | Само | 1 |
| 9. | C оска RCN2580 28 битен апсолутен енкодер | Само | 1 |
| 10. | Линеарни слајдови со ролери BOSCH REXROTH | сет | 7 |
| 11. | Уред за контрола на температурата на електричната кутија | сет | 1 |
| 12. | Систем за водено ладење на вретеното | сет | 1 |
| 13. | Спреј со вода за прстен за машински алат | сет | 1 |
| 14. | Воден спреј за полумесечина со пет оски, дување полумесечина | сет | 1 |
| 15. | Системот за безбедносно блокирање на предните и страничните работни врати | сет | 1 |
| 16. | Водоотпорно осветлување за работна корпа | Само | 2 |
| 17. | хидраулична станица | сет | 1 |
| 18. | Централизиран уред за подмачкување на храна | сет | 1 |
| 19. | Воден пиштол за чистење и воздушен пиштол за оперативна страна | сет | 1 |
| 20. | Систем за течност за сечење | сет | 1 |
| 21. | Целосно затворен заштитен лим | сет | 1 |
| 22. | Оперативна кутија | сет | 1 |
| 23. | Единица за ладење на електричен кабинет | сет | 1 |
| 24. | Електронско рачно тркало на Сименс | Само | 1 |
| 25. | Прекинувач за ослободување на ножот со вретено со стапало | Само | 1 |
| 26. | Светло со три бои за машински алат | сет | 1 |
| 27. | 40 списанија за алат HSK-A63 и систем за автоматско менување на серво алатите | сет | 1 |
| 28. | X/Y/Z скала за решетка со апсолутна вредност со три оски | сет | 3 |
| 29. | Спирален ролери за чип и заден транспортер за чип | сет | 1 |
| 30. | Единица за инфрацрвена сонда Renishaw RMP60 | сет | 1 |
| 31. | Единица за поставување алатки Renishaw TS27R | сет | 1 |
| 32. | Влошки на ниво на основа и завртки за основата | сет | 1 |
| 33. | технички прирачник | сет | 1 |
Параметар
| Модел | Единица | FH80P-C |
| Патување | ||
| Патување на оската X | mm | 800 |
| Патување на оската Y | mm | 1050 |
| Патување на оската Z | mm | 800 |
| Растојание од носот на вретеното до површината на работната маса | mm | 162-962 |
| Хоризонтална глава за глодање | mm | 39-839 |
| Напојување/брза брзина на движење | m/min | 40 |
| Сила на храна | KN | 10 |
| Ротациона маса (оска C) | ||
| Големина на работната маса | mm | Ø855 |
| Максимално оптоварување на маса (мелница) | kg | 3000 |
| Максимално оптоварување на маса (вртење) | kg | 1500 |
| Маса за глодање/вртење (мелење и вртење комбинирана обработка) | вртежи во минута | 450 |
| Минимален агол на поделба | ° | 0,001 |
| Номинален вртежен момент | Nm | 1140 |
| максимален вртежен момент | Nm | 1980 година |
| ЦПУ занишана глава за глодање (оска B) | ||
| Опсег на замавнување (0=вертикално/180=хоризонтално) | ° | -15-180 |
| Брзо напрегање и брзина на напојување | вртежи во минута | 50 |
| Минимален агол на поделба | ° | 0,001 |
| Номинален вртежен момент | Nm | 743 |
| максимален вртежен момент | Nm | 1320 година |
| Вретено (мелење и вртење) | ||
| Брзина на вретеното | вртежи во минута | 12000 |
| Моќ на вретеното | Kw | 34/42 |
| Вртежен момент на вретеното | Nm | 132/185 |
| Вретено тапре |
| HSKA63 |
| Списание за алатки | ||
| Интерфејс со алатки |
| HSKA63 |
| Капацитет на списанието за алат | ЕЕЗ | 40 |
| Максимален дијаметар/должина/тежина на алатот |
| Ø85/300/8 |
| Време на промена на алатката (алатка до алатка) | S | 1.8 |
| Мерен уред | ||
| Инфрацрвена сонда |
| Rensishaw RMP60 |
| Инструмент за откривање на алат во работна област за обработка |
| Rensishaw TS27R |
| Точност на позицијата (ISO230-2 и VDI3441) | ||
| X/Y/Z точност на позиционирање | mm | 0,008 |
| X/Y/Z Повторете ја точноста на позиционирањето | mm | 0,005 |
| Точност на позиционирање на B/C |
| 10" |
| B/C Повторете ја точноста на позиционирањето |
| 4" |
| CNC контролер | ||
| ЦПУ систем |
| Сименс840Д |
| Друго | ||
| Тежина на машината | Kg | 20000 |
3.1 Спецификации за главна машина | Оптимална конфигурација на цврста структура
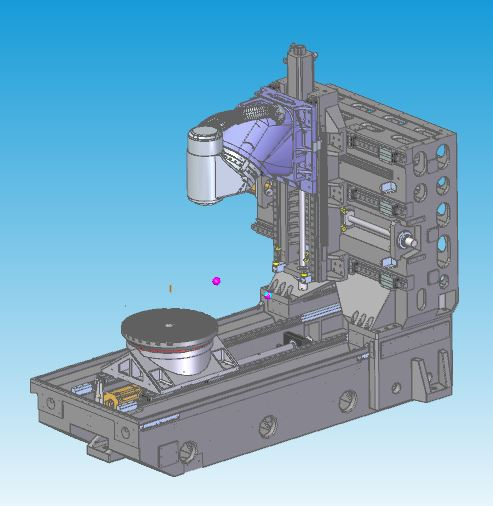
Карактеристики на дизајнот | Најдобар дизајн за анализа на механичко лиење жица
◆ Термосиметрична структура на лиење од типот на целосна кутија, користејќи висококвалитетно леано железо од Механа
◆Третман за калење и природен стареење за елиминирање на внатрешниот стрес
◆Структурната природна фреквентна вибрација го елиминира стресот при обработка на материјалот
◆ Сеопфатниот дизајн на столбови со висока ригидност на ѕидови и големи површини може ефикасно да ја подобри ригидноста и статичката и динамичката точност
◆Шуплив погон за ладење со три оски
3.2 Електрично вретено

Карактеристики на дизајнот
◆ Според карактеристиките на нивните сопствени машини, независно истражување и развој и производство.
◆ Конусната дупка на HSK-A63 е усвоена во моделот FH80P-C.
◆Донесете надворешен систем за ладење за циркулирачко ладење, што може ефективно да обезбеди примена на електрично вретено.
3.3 ЦПУ занишана глава за глодање (оска B)

Карактеристики на дизајнот
◆Независен дизајн и производство.
◆Вграден синџир за пренос на нула мотор DD без дизајн на повратни удари.
◆ Карактеристики на високо забрзување.
◆Најкраткиот распон помеѓу точката на носот на алатот на вретеното и структурната потпорна точка ја реализира максималната цврстина на сечењето.
◆Поголемиот YRT лежиште ја подобрува ригидноста.
◆ Опремен со систем за мерење на апсолутен ротационен енкодер од серијата HEIDENHAIN RCN8380, контрола со целосно затворена јамка, за да се обезбеди најдобра точност.
◆ Дизајнот на системот за ладење со Б-оска го намалува преносот на топлина.
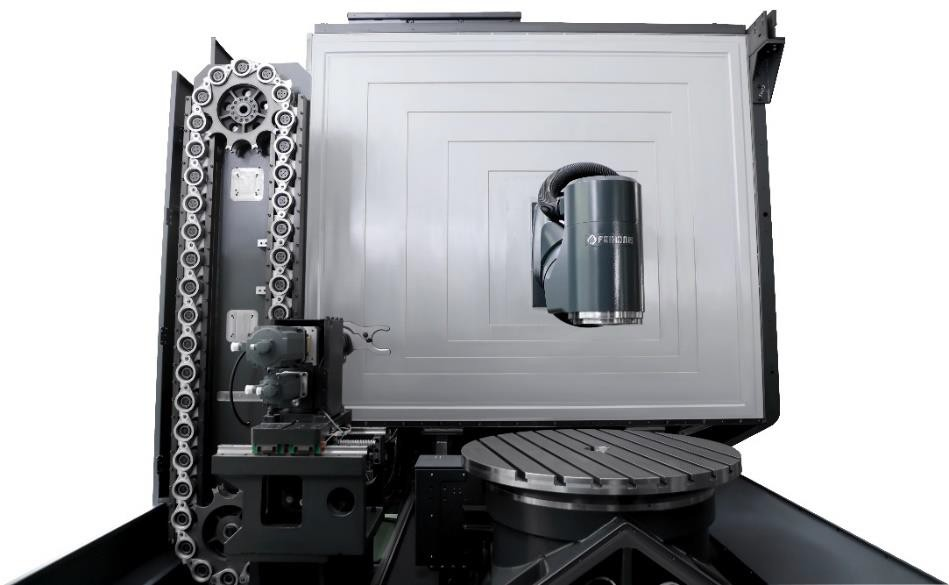
3.4 Ротациона маса (табела на оската C)

Карактеристики на дизајнот
◆Независен дизајн и производство.
◆Вграден синџир за пренос на нула мотор DD без дизајн на повратни удари.
◆ Карактеристики на одговор на високо забрзување и забавување.
◆Поголемиот YRT лежиште ја зголемува ригидноста.
◆Голем номинален возен вртежен момент, позиционирање и обработка со уред за позиционирање и стегање на масата
◆Задоволете ги потребите за мелење, намалете го ракувањето со работните парчиња и подобрете ја точноста на производот.
◆Опремен со високопрецизен систем за мерење на ротационен енкодер HEIDENHAIN, контрола со целосно затворена јамка за да се обезбеди најдобра точност.
◆ Дизајн на системот за ладење за да се намали преносот на топлина.
3.5 Контролен систем

Карактеристики на дизајнот
◆Независен дизајн и производство.
◆Вграден синџир за пренос на нула мотор DD без дизајн на повратни удари.
◆ Карактеристики на одговор на високо забрзување и забавување.
◆Поголемиот YRT лежиште ја зголемува ригидноста.
◆Голем номинален возен вртежен момент, позиционирање и обработка со уред за позиционирање и стегање на масата
◆Задоволете ги потребите за мелење, намалете го ракувањето со работните парчиња и подобрете ја точноста на производот.
◆Опремен со високопрецизен систем за мерење на ротационен енкодер HEIDENHAIN, контрола со целосно затворена јамка за да се обезбеди најдобра точност.
◆ Дизајн на системот за ладење за да се намали преносот на топлина.
3.5 Контролен систем
Карактеристики на дизајнот
◆ Независен дизајн и производство.
◆Изборот на алатот и промената на алатот користете серво мотор за да го контролирате дејството на терминалот, што е постабилно и попрецизно.
◆ Во комбинација со функцијата за управување со алатки на Siemens840DSL, поефикасно управување со алатките.
3.7 Поставувач на алат што може да се подигне
Карактеристики на дизајнот
◆Опремен со поставувач на алатки Ransishaw TS27R со поголема прецизност.
◆Автоматско поставување на алатот на машината, автоматско ажурирање на компензацијата на алатот.
◆Уредот за поставување на алатот може да се подигне и спушта за да се заштеди простор на површината за обработка.
◆Целосно запечатен дизајн на метален лим за заштита на сетерот за алат од оштетување од вода и железни трупови за време на обработката.
3.8 Инфрацрвена сонда
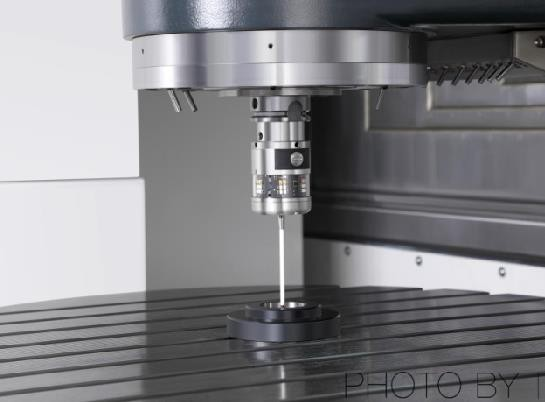
Карактеристики на дизајнот
◆Опремен со оптичка сонда за активирање Ransishaw RMP60.
◆Порамнувањето на работните парчиња на машината и инспекцијата на големината може да ги намалат грешките при рачната проверка и да ја подобрат точноста на производот и ефикасноста на обработката.
◆90% заштеда во времето за помош во авионот.
3.9 Безбедносна заштита на лим
3.10 Изглед
Дизајнот на капакот на центарот за обработка со пет оски од серијата FH е во согласност со строгите безбедносни стандарди CE. Целосно густиот лим го спречува операторот да влезе по грешка во работната површина за време на обработката, а во исто време ја спречува употребата на течност за сечење под висок притисок или чипс од машината, освен табличката за предупредување. , Работната врата е опремена и со безбедносен прекинувач за да се спречат несреќи при работа или одржување. И има голем прозорец за ѕиркање, што е погодно за операторот да ја разбере работата и обработката на машината.
3.11 Чистење
Користете го телескопскиот капак и заштитниот метален лим за да ги заштитите чиповите создадени за време на работата, да избегнете прскање со сечење и да предизвикате оштетување на други механизми





