






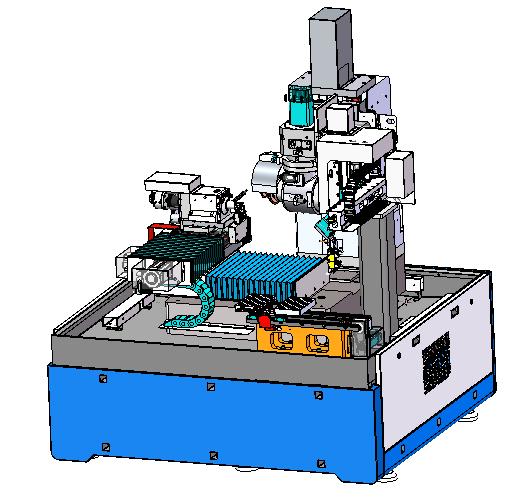
GM5X-E CNC машина за мелење со 5 оски

Дијаграм на главната структура на машината
Опсег на апликација
Оваа машина произведува крајно мелење и дупчалки, погодни за обработка на тврда легура и високобрзински челични материјали.
Производство на алат и циклуси на повторно мелење
Стандардна крајна глодалка: жлебови, задна лопата за обработка, брусење на предниот агол, брусење на долниот раб, дигитализирање, повторно мелење.
Стандардна дупчалка: дупчење, намален надворешен дијаметар, брусење на предниот агол, дигитализирање, повторно мелење.
1. Технички спецификации
| № | Содржина | Услов | Број | Единица |
| 1.1 | Димензии на работното парче | |||
| 1.1.1 | Должина на стегање | ≤ | 300 | mm |
| 1.1.2 | Дијаметар на стегање | помеѓу | 2-20 | mm |
| 1.1.3 | Должина на мелење | ≤ | 180 | mm |
| 1.1.4 | Дијаметар на мелење | помеѓу | 2-12 | mm |
| 1.2 | Вретено за мелење | |||
| 1.2.1 | Тип на погон | Точни | директно возење | - |
| 1.2.2 | Моќ | номинална моќност | 7.1 | kW |
| 1.2.3 | Ладење | Точни | Изладено масло | - |
| 1.2.4 | Контрола на брзината на тркалото за мелење | Точни | Без чекор-брзина | - |
| 1.2.5 | Брзина | помеѓу | 0-10000 | вртежи во минута |
| 1.2.6 | Број на глави за мелење на вретеното | Точни | 2 | парчиња |
| 1.3 | Тркало за мелење | |||
| 1.3.1 | Дијаметар | ≤ | 150 | mm |
| 1.3.2 | Максимален број на брусни тркала по вретено | ≤ | 4 | парчиња |
| 1.3.3 | Дијаметар на вретеното на тркалата за мелење | Точни | 25 | mm |
| 1.3.4 | Програмско контролирано снабдување со течноста за ладење | Точни | Да | - |
| 1.3.5 | Број на прскалки за течноста за ладење | ≥ | 3 | парчиња |
| 1.4 | Систем за стегање на работното парче | |||
| 1.4.1 | Систем за стегање | Точни | Хидраулични, автоматски | - |
| 1.4.2 | Колете за стегање | Точни | ШАУБЛИН W20 | - |
| 1.4.3 | Тип на погон | Точни | директно возење | - |
| 1.5 | Параметри на оската | |||
| 1.5.1 | Тип | Точни | линеарна | - |
| 1.5.2 | Патување на X-оската | ≤ | 340 | mm |
| 1.5.3 | Патување на оската Z | ≤ | 335 | mm |
| 1.5.4 | Патување на Y-оската | ≤ | 170 | mm |
| 1.5.5 | Резолуција на оската XYZ | Точни | 0,0001 | mm |
| 1.5.6 | Брзина на оската XYZ | ≤ | 15 | m/min |
| 1.5.7 | Патување на оската А | ≤ | 360 | степен |
| 1.5.8 | Резолуција на оската А | Точни | 0,0001 | степен |
| 1.5.9 | Брзина на А-оската | ≤ | 500 | вртежи во минута |
| 1.5.10 | Патување на оската Б | ± | 180 | степени |
| 1.5.11 | Брзина на оската Б | ≤ | 20 | вртежи во минута |
| 1.6 | Систем за утовар и истовар | |||
| 1.6.1 | Систем за утовар и истовар | Точни | Роботна рака од типот бандаж | - |
| 1.6.2 | Број на фиоки | Точни | 2 | парчиња |
| 1.6.3 | Автоматско полнење и растоварување со дијаметар на работното парче | Помеѓу | 3-16 | mm |
| 1.6.4 | Должина на работното парче за автоматско полнење и истовар | ≤ | 90 | mm |
| 1.6.5 | Максимален број на работни парчиња | ≤ | 300 | парчиња |
| 1.6.6 | Софтвер | Точни | Да | - |
| 1.7 | Други компоненти | |||
| 1.7.1 | Способност за откривање работни парчиња на машински алати | Точни | Да | - |
| 1.7.2 | Централизиран автоматски систем за подмачкување | Точни | Да |
|
| 1.7.3 | Трибојна сигнална ламба | Точни | Да | - |
| 1.8 | Факултативно | |||
| 1.8.1 | Опрема за одвојување на магла од масло | Точни | Факултативно | - |
| 1.9 | Контрола | |||
| 1.9.1 | Контролен систем | Точни | Њукон | - |
| 1.9.2 | Оперативен панел | Точни | Екран на допир | - |
| 1.9.3 | Дигитална контролна оска | Точни | Да | - |
| 1.9.4 | Приказ во боја | Точни | Да | - |
| 1.9.5 | Големина на приказ | Точни | 19 | инчи |
| 1.10 | Софтверски модул за мелење алатки | |||
| 1.10.1 | Едноставни фрези | Точни | Да | - |
| 1.10.2 | Едноставни вежби | Точни | Да | - |
| 1.10.3 | Режим за автоматско откривање сонда | Точни | Да | - |
| 1.11 | Електрични параметри на опремата | |||
| 1.11.1 | Напон | Точни | 380±10% | V |
| 1.11.2 | Фреквенција | Точни | 50±10% | Hz |
| 1.11.3 | Моќ | ≤ | 25 | KW |
| 1.12 | Димензии | |||
| 1.12.1 | Должина | ≤ | 1 820 | mm |
| 1.12.2 | Ширина | ≤ | 2 650 | mm |
| 1.12.3 | Висина | ≤ | 2 300 | mm |
| 1.12.4 | Квалитет | ≤ | 4 300 | kg |
2. Список со стандардна конфигурација
| № | Содржина | Модел | Бренд | Број | ||
| 2.1 | Машински алат | |||||
| 2.1.1 | Конфигурација на X-оската | |||||
| 2.1.1.1 | - Завртка прачка | Прилагодено | НСК | 1 ЕЕЗ | ||
| 2.1.1.2 | - Железничка | 1×MR25-A2-760-20-20-G2-V2+BRK+SOSPL | ШНИБЕРГЕР | 2 парчиња | ||
| 2.1.2 | Конфигурација на оската Y | |||||
| 2.1.2.1 | - Завртка прачка | Прилагодено | НСК | 1 ЕЕЗ | ||
| 2.1.2.2 | - Железничка | 1×MR35-C2-600-20-20-G2-V2+MRK | ШНИБЕРГЕР | 2 парчиња | ||
| 2.1.3 | Конфигурација на оската Z | |||||
| 2.1.3.1 | - Завртка прачка | Прилагодено | НСК | 1 ЕЕЗ | ||
| 2.1.3.2 | - Железничка | 1×MR25-A2-850-20-20-G2-V2+BRK+SOSPL | ШНИБЕРГЕР | 2 парчиња | ||
| 2.1.4 | Конфигурација на А-оската | |||||
| 2.1.4.1 | - Аголен енкодер | ECN113 | HEIDENHAIN | 1 ЕЕЗ | ||
| 2.1.4.2 | - Мотор со директен погон | MSP-1000-2-002-158 | HIWIN | 1 ЕЕЗ | ||
| 2.1.5 | грамофон со Б-оска | Прилагодено | Гутиан | 1 ЕЕЗ | ||
| 2.1.6 | Електрично вретено со траен магнет со двојна глава | Номинална моќност 7,1 KW | Чуангјун | 1 ЕЕЗ | ||
| 2.1.7 | Манипулатор со бандаж со три оски | - | Чуангјун | 1 ЕЕЗ | ||
| 2.1.8 | Послужавник | 148-ЛП-Д4 | Чуангјун | 2 парчиња | ||
| 2.1.9 | Послужавник | 148-LP-D6 | Чуангјун | 2 парчиња | ||
| 2.1.10 | Послужавник | 148-ЛП-Д8 | Чуангјун | 2 парчиња | ||
| 2.1.11 | Стегачка вилица | Д0,5-3,2/Д3,0-7,0/Д7-13 | Чуангјун | 1 комплет | ||
| 2.1.12 | V-блок со висока прецизност | (3-5) | Чуангјун | 1 ЕЕЗ | ||
| 2.1.13 | V-блок со висока прецизност | (5-7) | Чуангјун | 1 ЕЕЗ | ||
| 2.1.14 | V-блок со висока прецизност | (6-12) | Чуангјун | 1 ЕЕЗ | ||
| 2.1.15 | Колет | D4W20 (80-00004) | ШОБЛИН | 1 ЕЕЗ | ||
| 2.1.16 | Сонда | TS150 | HEIDENHAIN | 1 ЕЕЗ | ||
| 2.1.17 | Прачка на тркалото за мелење (долга) | 119×∅31,75×∅96мм | Чуангјун | 1 ЕЕЗ | ||
| 2.1.18 | Прачка на тркалото за мелење (кратка) | 87×∅31,75×∅96мм | Чуангјун | 1 ЕЕЗ | ||
| 2.1.19 | Клима уред | - | ЈУЕДЕ | 1 ЕЕЗ | ||
| 2.1.20 | Трибојна сигнална ламба | DC24V | Шнајдер | 1 ЕЕЗ | ||
| 2.1.21 | Мерач на проток | SI5000 | IFM | 1 ЕЕЗ | ||
| 2.1.22 | Возете специфично напојување | 15 KW | NEWCOM | 1 ЕЕЗ | ||
| 2.1.23 | Група на електромагнетни вентили | M4GE280R-CX-E20D-5-3 | ХББ | 1 комплет | ||
| 2.1.24 | Автоматски систем за подмачкување со X, Y, Z-оска | - | Тајван | 1 комплет | ||
| 2.2 | Конфигурација на CNC системот | |||||
| 2.2.1 | BOXPC | IMPC00S/P1 | Њукон | 1 ЕЕЗ | ||
| 2.2.2 | Филтер за напојување | AGOFIL024A | Њукон | 1 ЕЕЗ | ||
| 2.2.3 | Филтер за напојување | AGOFIL001S | Њукон | 1 ЕЕЗ | ||
| 2.2.4 | Отпор | АГОРЕС008 | Њукон | 1 ЕЕЗ | ||
| 2.2.5 | Главното напојување на системот | MDLL3015N00AN0I | Њукон | 1 ЕЕЗ | ||
| 2.2.6 | Серво возач | MDLUX021B1CAN0I | Њукон | 4 парчиња | ||
| 2.2.7 | Серво мотор со Б-оска | ZLS1002-H60-D3M1-NNSB-D16E40 | Њукон | 1 ЕЕЗ | ||
| 2.2.8 | Мотор со А-оска | MSP-1000-2-002-158 | HIWIN | 1 ЕЕЗ | ||
| 2.2.9 | Серво мотор со Y-оска | ZLS1454-H30-DCM1-SNSB-D24E50 | Њукон | 1 ЕЕЗ | ||
| 2.2.10 | Серво мотор со X/Z оска | ZLS1153-H30-D3M1-NNSB-D19E40 | Њукон | 2 парчиња | ||
| 2.2.11 | Серво-двигател на оската U/W | ZLS0754-H60-D2M1-SNSB-D14E30 | Њукон | 2 парчиња | ||
| 2.2.12 | Серво мотор со V-оска | ZLS0754-H60-D2M1-SNSB-D14E30 | Њукон | 1 ЕЕЗ | ||
| 2.2.13 | Спојувач | EX-1100 | Њукон | 1 ЕЕЗ | ||
| 2.2.14 | Влез | EX-210H | Њукон | 2 парчиња | ||
| 2.2.15 | Излез | EX-310H | Њукон | 2 парчиња | ||
| 2.2.16 | Модул за аналоген влез | EX-4054 | Њукон | 1 ЕЕЗ | ||
| 2.2.17 | Терминатор | EX-TRE01 | Њукон | 1 ЕЕЗ | ||
| 2.2.18 | Оперативен панел | IMOP4106/H | Њукон | 1 ЕЕЗ | ||
| 2.2.19 | NCK | IM8+ | Њукон | 1 ЕЕЗ | ||
| 2.2.20 | NCK | IMSO100006 | Њукон | 1 ЕЕЗ | ||
| 2.2.21 | NCK | IMSO100008 | Њукон | 1 ЕЕЗ | ||
| 2.2.22 | NCK | IMSO100012 | Њукон | 1 ЕЕЗ | ||
| 2.2.23 | NCK | IMPA100586 | Њукон | 1 ЕЕЗ | ||
| 2.2.24 | NCK | IMSO100373 | Њукон | 1 ЕЕЗ | ||
| 2.2.25 | NCK | IMSO100375 | Њукон | 1 ЕЕЗ | ||
| 2.2.26 | NCK | IMSO100335 | Њукон | 1 ЕЕЗ | ||
| 2.2.27 | NCK | IMSO100519 | Њукон | 1 ЕЕЗ | ||
| 2.2.28 | NCK | IMSO100392 | Њукон | 1 ЕЕЗ | ||
| 2.2.29 | NCK | IMSO100331 | Њукон | 1 ЕЕЗ | ||
| 2.2.30 | NCK | IMSO100535 | Њукон | 1 ЕЕЗ | ||
| 2.2.31 | NCK | IMSO100520 | Њукон | 1 ЕЕЗ | ||
| 2.2.32 | NCK | IMSO100560 | Њукон | 1 ЕЕЗ | ||
| 2.3 | Стандардна конфигурација на софтвер за мелење алатки | |||||
| 2.3.1 | Едноставен фреза | Чуанѓјун се развива самостојно | 1 ЕЕЗ | |||
| 2.3.2 | Едноставна вежба | Чуанѓјун се развива самостојно | 1 ЕЕЗ | |||
| 2.3.3 | 3D проверка на судир со симулација на 3D машина | Чуанѓјун се развива самостојно | 1 ЕЕЗ | |||
| 2.3.4 | Симулација на 3D алатка | Чуанѓјун се развива самостојно | 1 ЕЕЗ | |||
| 2.3.5 | Автоматско откривање на сонда | Чуанѓјун се развива самостојно | 1 ЕЕЗ | |||





