






E30 CNC цилиндрична машина за брусење за алати за сечење

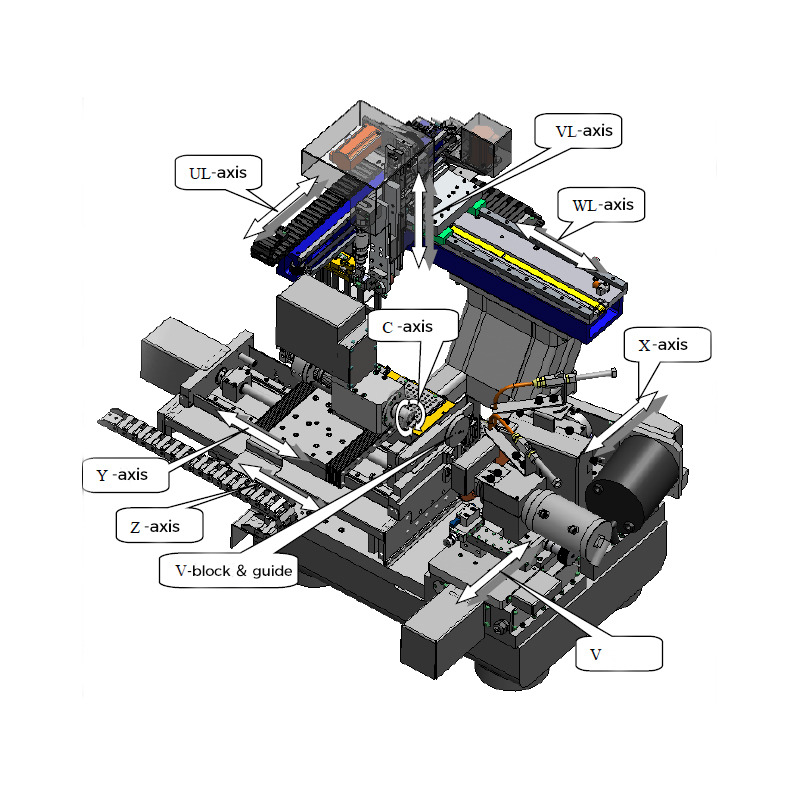
Дијаграм на главната структура на машината
Опсег на апликација
Опсег на примена: фреза, дупчалка, грејач и разни високопрецизни делови за обработка.
Опсег на обработка: опсег на пречник на преработени производи: Φ3~Φ20mm, опсег на должина на преработени производи: 120mm (автоматски), 330mm (рачно).
Карактеристики на обработка: истовремено мелење на фини и груби двојни тркала за мелење, еднократна обработка и формирање.
Машинско воведување
1. Структура на креветот:
2. Лим на целата машина: целата машина има целосно затворена структура, а главната рамка е одвоена од надворешниот капак за да се избегнат вибрации
3. Контролен систем: NEWCON
4. Принципот на отсекување:
• X-оска (механизам на тркалото за грубо брусење): реализирајте го взаемното движење на тркалото за грубо брусење во насока на X-оската;
• V-оска (механизам на тркалото за фино брусење): реализирајте го взаемното движење на тркалото за фино брусење во насока на V-оската;
• Y-оска (механизам за напојување на Y-оската): реализирање на взаемно движење на работната маса во насока на Y-оската;
• Оска C (механизам за ротација на работната глава): реализирајте го ротационото движење на работната глава во насока на оската C:;
• UL оска, VL оска и WL оска (механизам за собирање и место на манипулаторот): реализирајте го возвратното движење на манипулаторот во хоризонтална и вертикална насока;
• Водечко тркало и поддршка на V-блок: Помошни за завршување на обработката.
1. Подвижни делови: X оска, V оска, Y оска, WL оска, UL оска, VL оска, механизам на водечко тркало, механизам за рака, механизам за прилагодување хистерезис
2. Вретено на работното парче: вретено самоизработено од Чуанѓјун
3. Вретено за мелење: Xiamen волфрам мотор
4. Подмачкување на целата машина: брадавиците за масло се резервирани за секоја оска и се подмачкуваат редовно
5. Начин на хранење: хранење со манипулатор со три оски
Технички спецификации
| метод на контрола | Надворешни копчиња, екран на допир | |
| Метод на прикажување | Екран на допир, светло за предупредување | |
| метод на ладење | Ладилник за масло | |
| метод на пренос | Хидрауличен, пневматски, серво мотор | |
| напојување | AC 3×380V,50Hz | |
| Максимална вкупна моќност | 25 KW | |
| Димензии | 2152×1838×2614 mm | |
| бруто тежина | 3050 кг | |
| Притисок на маслото за ладење | 0,6~0,8MPa | |
| барометриски притисок | Вкупен притисок на патот: 5~6Bar | |
| Воздушен притисок на чак: 2~3 Bar | ||
| Водич за притисок на тркалото: 2~2,5Bar | ||
| Притисок на воздушната патека на грипер: 1,5~4Bar | ||
| Воздушен притисок на раката: 5~6 Bar | ||
| Воздушен притисок за чистење на оптичка вага: 0,6~0,7Bar | ||
| Параметри на манипулаторот | ||
| UL оска | Патување | 450 мм |
| Повторливост | 0,02 мм | |
| Максимална работна брзина | 15000 мм/мин | |
| VL оска | Патување | 100 мм |
| Повторливост | 0,02 мм | |
| Максимална работна брзина | 15000 мм/мин | |
| WL оска | Патување | 540 мм |
| Повторливост | 0,02 мм | |
| Максимална работна брзина | 15000 мм/мин | |
| Параметар на оската за обработка | ||
| Y оска | Патување | 350 мм |
| Минимална точност на резолуцијата | 0,0001 мм | |
| X оска | Патување | 35 мм |
| Минимална точност на резолуцијата | 0,0001 мм | |
| V оска | Патување | 35 мм |
| Минимална точност на резолуцијата | 0,0001 мм | |
| Водечко тркало | Точност на ротација: | ≤0,010 mm |
| Работна глава (оска C) | Моќност на моторот | 1,57 Kw |
| Брзина на ротација | ≤2000 вртежи во минута | |
| Прецизност на истекот | ≤0,002 мм | |
| минимална резолуција | 0,0001° | |
| Грубо вретено на тркалото за мелење | Моќност на моторот | 8,5 KW |
| Брзина на ротација | ≤5000 вртежи во минута | |
| Прецизност на истекот | ≤0,002 мм | |
| динамична рамнотежа | ≤G0.4 | |
| Вретено на тркалото за фино брусење | Моќност на моторот | 1,4 KW |
| Брзина на ротација | ≤7950 вртежи во минута | |
| Прецизност на истекот | ≤0,002 мм | |
| динамична рамнотежа | ≤G0.4 | |
| Параметри за мелење |
|
|
| Чак модел | С20 | |
| Груб дијаметар на тркалото за мелење | Ø250 мм | |
| Дијаметар на тркалото за фино брусење | Ø150 мм | |
| Дијаметар на стебло на работното парче | Ø3-Ø12mm (автоматски) / Ø3-Ø20mm (рачно) | |
| Опсег на мелење на работното парче | Ø0,08 - Ø20mm | |
| должина на работното парче | 120 mm (автоматски) / 350 mm (рачно) | |
| Максималната должина на обработка на работното парче | 330 мм | |
| Обработка на истекување со надворешен дијаметар | ≤0,003мм | |
| Точност на обработката во должина | ± 0,1 мм | |
| Аголна обработка на точност | ≤0,3° | |
| Точност на изгледот | ≤Ra0,4 (завршно мелење) | |
Список со стандардна конфигурација
| 10 | ЦПУ систем | NEWC0N | 1 |
| 20 | серво мотор | NEWC0N | 8 |
| 30 | Возач на серверот | NEWC0N | 4 |
| 40 | Оперативен панел/рачно тркало | NEWC0N | 1 |
| 50 | Модул за работна глава со висока прецизност | ГЕСАК | 1 |
| 60 | Високопрецизно електрично вретено (1,4KW) | ГЕСАК | 1 |
| 70 | Мотор со висока прецизност (7,1 KW) | ГЕСАК | 1 |
| 80 | Високопрецизно механичко вретено | ГЕСАК | 1 |
| 90 | Прецизна шина | Шнебергер | 10 |
| 100 | Линеарен пат со прецизен вкрстен ролери | Шнебергер | 4 |
| 110 | Прецизна топка завртка | НСК | 4 |
| 120 | Софтвер за симулација на работа и обработка (стандардна разлика во чекорите, сферични, итн.) | ГЕСАК | 1 |
| 130 | Инвертер | ГЕСАК | 1 |
| 140 | Инвертер | ГЕСАК | 1 |
| 150 | екран на допир | 19 на ЕЛО | 1 |
| 160 | Безбедносен уред за заклучување на вратата на машинскиот алат | Џинџонг | 1 |
| 170 | сензор | Баумер | 3 |
| 180 | сензор за проток | Јифумен | 1 |
| 190 | Електрични компоненти | Шнајдер | 1 |
| 200 | Пневматски компоненти | ХББ | 1 |
| 210 | Жица и кабел | ComCab | 1 |
| 220 | Решетка за климатизација | ГЕСАК | 1 |
| 230 | Прецизно тркало под притисок Ø92x8 | ГЕСАК | 1 |
| 240 | Прецизно тркало под притисок Ø92x15 | ГЕСАК | 1 |
| 250 | Чак W20 D4 | ГЕСАК | 1 |
| 260 | Стандардна фиока D4 | ГЕСАК | 3 |
| 260 | Високопрецизно совпаѓање V-блок (3-6)*10 | ГЕСАК | 1 |
| 280 | Прирабница на тркалото за брусење со висока прецизност (тип на брза промена) | ГЕСАК | 2 |
| 290 | Целосен сет на манипулаторски прсти | ГЕСАК | 1 |
Карактеристики на машината
7 ЦПУ оски, 4 ЦПУ оски се користат во областа за обработка, кои можат да реализираат автоматско товарење и растоварување, сериско беспилотно производство
Точност и ефикасност на обработката на машинските алати
1. Радијалното истекување на работното парче е во рамките на 0,003 mm;
2. Точноста на големината 2.0 се контролира во рамките на ±0.005mm;
3. Заобленоста на работното парче е во рамките на 0,003mm;
4. Површинска грубост < Ra0,4;





